- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

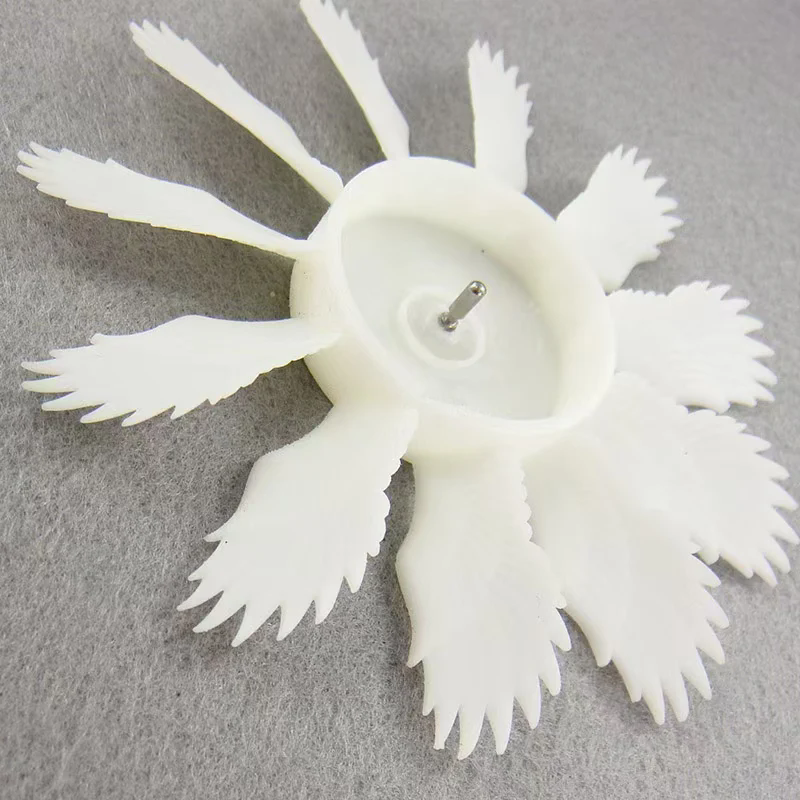
Kako postopek ulivanja uretana zagotavlja visokonatančne proizvodne prednosti v majhnih količinah?
Thepostopek ulivanja uretana—znano tudi kot vakuumsko litje—je postalo ena najbolj zanesljivih rešitev za izdelavo visokokakovostnih delov majhne količine z izjemno natančnostjo. Premosti vrzel med hitro izdelavo prototipov in brizganjem v polnem obsegu, s čimer daje proizvajalcem stroškovno učinkovito metodo za potrjevanje zasnove, preizkušanje funkcionalnosti in proizvodnjo zgodnjih serij za trženje, ne da bi se zavezali dragemu orodju.
Ključni tehnični parametri standardnega poteka dela za ulivanje uretana
| Parameter | Tipična specifikacija | साहित्य पर्याय |
|---|---|---|
| Material plesni | S platino strjen silikon | Zagotavlja replikacijo finih podrobnosti in odlično fleksibilnost kalupa |
| Vpliv na končni izdelek | ±0,05–0,15 mm, odvisno od glavnega modela | Narekuje dimenzijsko natančnost vseh ulitih delov |
| Material za litje | Poliuretan (trdi, poltrdi, fleksibilni, prozorni, toplotno odporni) | Določa mehansko zmogljivost in estetiko |
| Življenje plesni | 15–25 odlitkov na kalup | Vpliva na količino in stroške proizvodnje |
| Največja velikost dela | 1000 mm, odvisno od prostornine kalupa | Določa fizične omejitve komore za ulivanje |
| Površinska obdelava | Sijajni, mat, teksturirani | Doseženo neposredno iz kakovosti površine kalupa |
| Čas proizvodnje | 3–7 dni za standardne vožnje | Hitrejši v primerjavi s pretočnim časom orodja za brizganje |
| Barvna prilagoditev | Ujemanje barv Pantone/RAL | Podpira blagovno znamko in razlikovanje izdelkov |
Ti parametri oblikujejo zanesljivost, vizualno zvestobo, strukturno trdnost in proizvodno hitrost komponent iz uretana. Njihovo razumevanje omogoča ekipam, da z zaupanjem napovedujejo uspešnost, stroške in časovnice.
Kako poteka postopek ulivanja uretana in zakaj velja za visoko dragoceno metodo za predproizvodnjo?
Za razliko od kovinskih orodij se ulivanje iz uretana opira na silikonske kalupe, ustvarjene iz zelo natančnega glavnega vzorca. Matrica je običajno izdelana s CNC obdelavo ali industrijskim 3D tiskanjem. Ko se silikonski kalup strdi, postane predloga za izdelavo doslednih poliuretanskih replik.
Pregled postopka po korakih
-
Izdelava glavnega modela
Natančen glavni vzorec je izdelan z visoko dimenzijsko natančnostjo. Končna obdelava površine na matrici se neposredno prenese na silikonski kalup. -
Izdelava silikonskih kalupov
Tekoči silikon se nalije okoli glavnega modela v vakuumski komori, da odstrani zračne mehurčke. Kalup se strdi, razreže vzdolž vnaprej določene linije šiva in glavnik se odstrani. -
Vakuumsko litje
Poliuretansko smolo zmešamo, pobarvamo (če je potrebno) in v vakuumu vlijemo v silikonski kalup, da zagotovimo enakomerno polnjenje. -
Utrjevanje
Kalup se postavi v pečico, kjer se smola strdi in strdi. -
Razkalupljanje
Ko se strdi, se del odstrani. Postopek se ponavlja, dokler kalup ne doseže svoje življenjske dobe.
Zakaj ta postopek ponuja ugodno delovanje
-
Odlična vsestranskost materiala
Poliuretanski sistemi simulirajo mehkobo ABS, PP, PC, TPE in celo silikonu. -
Zmanjšanje stroškov
Odpravlja drago jekleno orodje in zmanjšuje stroške testiranja in tržne validacije. -
Hitra proizvodnja
Kratki dobavni roki pospešijo iteracijo izdelka in razpored lansiranja. -
Vrhunska površinska obdelava
Silikonski kalupi zajamejo mikroteksture in fine detajle, ki jih številni postopki dodajanja ne morejo ponoviti. -
Idealno za proizvodnjo majhnih količin
Od 1–500 enot uretansko ulivanje prekaša brizganje tako glede prilagodljivosti kot cenovne dostopnosti.
Kako se Urethane Casting primerja s CNC strojno obdelavo in brizganjem glede zmogljivosti in stroškov?
Izbira pravega proizvodnega procesa je odvisna od kompleksnosti zasnove, količine, mehanskih zahtev in proračuna. Ulivanje iz uretana zavzema edinstven položaj med hitro izdelavo prototipov in oblikovanjem v polnem obsegu.
Ulivanje uretana v primerjavi s CNC obdelavo
| metrika | Ulivanje iz uretana | CNC obdelava |
|---|---|---|
| Kompleksnost delov | Odlično za zapletene modele | Zahtevno za kompleksne geometrije |
| Stroški za majhne količine | Nižje | višje |
| Površinska obdelava | Končna obdelava v obliki plesni | Zahteva sekundarno dodelavo |
| Materialne možnosti | Samo poliuretan | Široka paleta inženirske plastike |
| Čas izvedbe | Hitreje | Zmerno |
Zaključek:Ulivanje se odlikuje v kompleksnih oblikah in vizualnih modelih, medtem ko je CNC obdelava boljša za funkcionalne materiale in testiranje vzdržljivosti.
Sijajni, mat, teksturirani
| metrika | Ulivanje iz uretana | Brizganje |
|---|---|---|
| Stroški orodja | Zelo nizko | Zelo visoko |
| Obseg proizvodnje | Nizka do srednja (1–500 kosov) | Srednje do velike (1.000–1.000.000 kosov) |
| Čas izvedbe | dni | Tedni do meseci |
| Kakovost doslednost | visoko | Zelo visoko |
| Trdnost materiala | Zmerno do močno | Zelo močno |
Zaključek:Casting je popoln za tržno testiranje, predprodukcijo in prilagajanje; brizganje je idealno za množično proizvodnjo z največjo vzdržljivostjo.
Kateri prihodnji trendi bodo oblikovali naslednjo generacijo tehnologije ulivanja uretana?
Industrija uretanskega litja je podvržena pomembnim inovacijam, saj proizvajalci zahtevajo stroškovno učinkovitejše, vizualno natančne in trajnostne delovne tokove. Pojavlja se več ključnih trendov:
Trend 1: Napredne poliuretanske formulacije
Prihodnji materiali bodo nudili višje temperature toplotnega odklona, izboljšano odpornost proti ognju in boljšo UV stabilnost. To bo razširilo uporabo ulitkov uretana za potrošniško elektroniko, avtomobilsko notranjost in funkcionalne prototipe.
Trend 2: Trajnost in okolju prijazne smole
Proizvajalci vlagajo v poliuretanske sisteme, ki jih je mogoče reciklirati, in silikonske kalupe z daljšo življenjsko dobo. Manjša količina odpadkov in večja vzdržljivost kalupov bosta zmanjšala vpliv na okolje.
Trend 3: Integracija z industrijskim 3D tiskanjem
Tiskalniki z visoko ločljivostjo smole se vedno bolj uporabljajo za izdelavo glavnih vzorcev. Sinergija med 3D tiskanjem in litjem izboljša reprodukcijo podrobnosti in skrajša proizvodne cikle.
Trend 4: Večja uporaba v medicini, robotiki in nosljivih izdelkih
Povpraševanje po prilagodljivih, koži varnih in prozornih delih narašča. To rast bodo podpirali poliuretanski materiali z biokompatibilnostjo in taktilnimi lastnostmi.
Trend 5: Natančna replikacija barv in tekstur
Napredek v inženiringu površine kalupov bo proizvajalcem omogočil posnemanje usnjenih tekstur, mikrovzorcev in estetskih učinkov, ki se tradicionalno dosegajo z dragim orodjem.
Dve pogosti vprašanji o postopku ulivanja uretana
V1: Kako trpežni so deli iz poliuretana v primerjavi z deli iz brizganja?
A1: Liti poliuretanski deli ponujajo močne mehanske lastnosti, primerne za funkcionalne prototipe, sestave v zgodnji fazi, ergonomsko testiranje in potrošniške izdelke z omejeno serijo. Čeprav niso tako trpežni kot brizgani termoplasti, številni poliuretanski razredi ponujajo visoko odpornost na udarce, zmerno toplotno stabilnost in odlično fleksibilnost, zaradi česar so zanesljivi za testiranje v resničnem svetu.
V2: Koliko delov je mogoče izdelati iz enega silikonskega kalupa?
A2: Visokokakovosten silikonski kalup običajno daje 15–25 odlitkov, odvisno od geometrije dela, izbire smole, vzdrževanja kalupa in temperature sušenja. Kompleksne oblike lahko skrajšajo življenjsko dobo kalupa, medtem ko lahko preproste geometrije in nadzorovani pogoji obdelave povečajo proizvodnjo. Proizvajalci pogosto ustvarijo več enakih kalupov, da dosežejo večje količine.
Zakaj je postopek ulivanja uretana bolj pomemben kot kdaj koli prej
Ker se industrije razvijajo v smeri krajših razvojnih ciklov, manjšega proizvodnega tveganja in večjega prilagajanja, ponuja postopek ulivanja uretana visoko strateško proizvodno prednost. Zaradi svoje zmožnosti izdelave natančnih, vizualno izpopolnjenih in stroškovno učinkovitih delov je pomemben most med izdelavo prototipov in orodji v polnem obsegu. Od potrošniške elektronike do avtomobilskih komponent, medicinskih ohišij in industrijske opreme, poliuretansko litje zagotavlja dosledne rezultate z izjemno prilagodljivostjo oblikovanja.
Podjetja, ki želijo zagotoviti stabilne, profesionalne in visoko natančne rešitve za ulivanje uretana, se lahko zanesejo naMudebao, zaupanja vreden proizvajalec, znan po svojem inženirskem strokovnem znanju, obvladovanju materialov in strogih standardih nadzora kakovosti. Za oceno projekta po meri, tehnično svetovanje ali podrobno ponudbo,kontaktirajte nasda začnete svojo naslednjo pot na področju proizvodnih inovacij.